PPGI levha, bugün dünyadaki çelik şirketleri tarafından sac metalin derin işlenmesi için nihai üründür. Hafif, güzel görünüm ve iyi korozyon direnci özelliklerine sahiptir ve inşaat, hafif sanayi, ev aletleri ve diğer sektörlerde yaygın olarak kullanılmaktadır.
Son yıllarda, bu endüstrilerin gelişmesi ve tüketim seviyelerinin iyileşmesiyle, pazar talebi hızla büyümüştür ve bu, çok sayıda yerli ve yabancı şirketi renkli kaplamalı levha üretim hatları inşa etmeye veya inşa etmeye çekmiştir.
PPGI Ana Ürünler ve Uygulamalar
boyalı sac ürünler ağırlıklı olarak polyester, silikon modifiye polyester, epoksi reçine, florokarbon, akrilik reçine, plastik eriyik yapıştırıcı, ev aletleri polyester, yüzey filmi, kabartma ve diğer ürünleri içerir. Nihai ürün özellikleri genellikle şunlardır: kalınlık 0.3~1.6mm, genişlik 750~1350mm, kaplama kalınlığı 2.5~200μm, bitmiş rulo ağırlığı 3~10t.
Renkli kaplamalı panel üretiminde inşaat sektörü, renkli kaplamalı paneller için en büyük talep alanıdır. Depolar, süpermarketler, istasyonlar, havaalanları, stadyumlar, ticari binalar, konut binaları vb. dahil olmak üzere her türlü bina, esas olarak oluklu mukavva, sandviç panel, kapı ve pencere vb. üretmek için kullanılan renk kaplı çelik levhalar gerektirir. .
Konut, kapı ve pencereler için gerekli olan renkli panoların kalınlık özellikleri 0.7 mm ve 0.8 mm; hareketli evler ve fabrikalar için gerekli olan renkli panoların kalınlık özellikleri 0.4 mm, 0.5 mm, 0.6 mm vb.'dir.
Beyaz eşya endüstrisinde kullanılan renkli kaplamalı paneller, ağırlıklı olarak buzdolapları, dondurucular, çamaşır makineleri, dezenfeksiyon dolapları, mikrodalga fırınlar, DVD oynatıcılar ve yüksek fırınlar gibi göz alıcı kabuklar için kullanılan kaplamalı renkli panellerdir (PVC). bitiş süslemeleri.
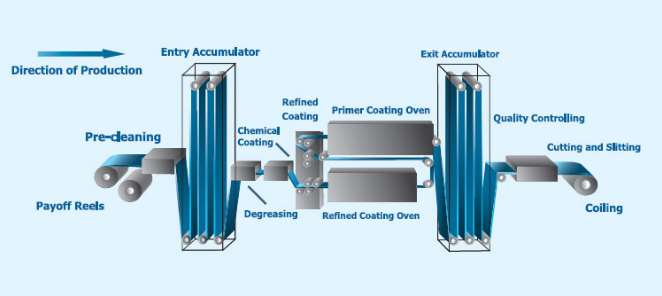
Boyalı Boya Ana Üretim Süreci
Üretim sırasında, hammadde bobinlerini renkli kaplama ünitesinin alıcı tablasına kaldırmak için bir vinç kullanın ve ardından çelik ruloları bir taşıma arabası ile renkli kaplama ünitesinin önündeki bobin yuvasına taşıyın, buradaki kayışları çıkarın ve daha sonra arabayı yükleyin Ham çelik bobin, bobin açma makinesine yüklenir ve şerit kafası, şerit kılavuz cihazı tarafından otomatik olarak kesme kafasına yönlendirilir. Şerit, dikiş makinesinde önceki bobin ile dikilir.
Dikişli çelik şerit önce alkali suyla yıkama, alkali suyla yıkama ve sıcak suyla yıkama için ön temizleme bölümüne girer ve daha sonra sıcak hava ile kurutulur ve lüpere girer. Lüperden sonra ön arıtma bölümüne girer ve ön arıtma bölümünde alkali su gerçekleştirir.
Durulama, alkali su ovma, iki aşamalı sıcak su yıkama, daha sonra şartlandırma tedavisi ve iki aşamalı sıcak su yıkama ve ardından sıcak havayla kurutma, kimyasal kaplama makinesine girin, şeridin yüzeyine su bazlı bir krom tabakası uygulayın ve ardından kimyasal kaplama makinesinden sonra, kurutma için sıcak hava kurutucusuna girin.
Sıcak hava kurutucusunun arkasında bulunan su soğutmalı merdane, çeliği 40°C'nin altına soğutur, birincil kaplama için merdane kaplayıcıya girer ve ardından kurutma için asılı kürleme fırınına girer. Sarkıt kürleme fırını sarkma tespiti ile donatılmıştır. kürleme
Fırındaki şerit çelik, 260 ° C sıcaklığa sahiptir, su söndürme tankına girer, hava ile kurutulur ve daha sonra ince kaplama için döner silindirden ince kaplama makinesine girer ve daha sonra ince kaplama kürleme fırınına girer. Boya.
Sıcak film levha üretimi gibi, kürleme fırınından çıkan şerit çeliğin söndürülmesi gerekir, sıcaklık belirli bir sıcaklığa düşürülür ve daha sonra sıcak film makinesine girer, film makinesinden çıkan şerit çeliği soğutulur. su söndürme tankı ve daha sonra kurutulur.
Şerit çelik, çıkış ilmek yapıcısına girer, muayene masasından ve çıkış makaslarından geçer, şerit çelik gerekli küçük bobinler halinde kesilir ve daha sonra bitmiş bobinler, boşaltma arabası ile ihracat bobini yuvasına taşınır. Bitmiş ürün ruloları, paketleme için bir atölye vinci ile paketleme ünitesine gönderilir ve ardından depolama için bitmiş ürün deposuna gönderilir.
PPGI Ön Arıtma Süreci
Ön arıtma işleminin ana amacı, şerit çeliğin yüzeyindeki gresi ve yabancı maddeleri çıkarmak ve pasivasyon yoluyla, kaplama ile kaplama arasındaki yapışmayı ve sıyrılmayı iyileştirmek için çelik levhanın yüzeyinde kimyasal bir dönüşüm filmi oluşturmaktır. şerit çelik substrat.
Çelik korozyon direnci. Ön arıtma süreci:
Yağ alma → Fırçalama → Sıcak suyla yıkama → Yüzey ayarı → Sıcak suyla yıkama → Pasivasyon → Kurutma
Yüzey ayarı, fosfat veya fosfattan önce eklenen bir yüzey işleme işlemidir. kromat belirli ürünlerin üretiminde arıtma.
Amacı kaplama performansını ve kaplanmış pasivatörün yapışmasını iyileştirmek ve yüzeydeki Al çökelmesini ve tane sınırını ortadan kaldırmak olan şerit çeliğin yüzeyine püskürtmek için Ni ve F iyonları içeren zayıf asidik bir madde kullanın. galvanizli alt tabakanın yüzeyi. Pb ve diğer maddeler, bu işlem özellikle Japonya tarafından temsil edilmektedir.
Pasivasyon, substratı işlemek için genellikle fosfat veya kromat kullanımını gerektirir. Ana pasivasyon yöntemleri arasında sprey, daldırma ve kaplama bulunur.
